
他们也是焊工,他们每月有两万多的收入,甚至更高。。。
他们是一群镜面焊工,给他们400、500一天,他们不会跟你干,他们不按天,不包月,喜欢包口干,一个口多少钱,这样来的更快。


他们组成一个团队,哪里有镜面焊就到哪里,他们就像困难位置的收割机,所到之处,寸草不生,一个不留。
你还讨厌,憎恨电焊,因为你只是把电焊当作一个卖苦力的途径,并没把电焊当作技术来卖。

技术的单价远远高于卖体力的价格。
当你还在八九千每月徘徊不前,当你每天还嫌弃你的工作的时候,可能只有一个原因,就是你的技术不够足够的牛逼。






1. 镜面焊的原录
镜面焊是依据镜面成像原理,借助镜面辅助观察来控制焊接操作过程的一种焊接操作技术,主要用于因焊接位置狭窄、无法直接进行观察的焊缝的焊接。
镜面的固定位置一般有两方面要求,其一要便于肉眼通过镜子的反射观察熔池状况,其二要不影响氩弧焊枪的位置摆放,和焊接过程中焊枪的行走、摆动,镜面距焊缝的相对位置视管排的间距进行调整。
2. 焊前准备
(1) 点固焊严格控制对口间隙,一般控制在2.5~3.0 mm 为宜,点固焊焊缝位置应在管子正面。
(2) 镜片放置把镜片以横垂的方式置于始焊的区域,并用焊枪模拟施焊时的轨迹,以调整镜片的距离及角度,使镜片处于焊接观察的最佳位置。
(3) 检查氩气流量一般为8~9 L/min,钨极伸出长为3~4 mm,并预制焊丝用量的弧弯度。
3. 镜面焊的难点分析
(1) 镜面成像是反射成像,焊工在焊接操作过程中,在管口径向看到的操作与实际的方向是相反的,在焊接过程中很容易发生焊丝往镜中的熔池送丝的现象,影响正常的焊接。
因此,焊接电弧的摆动和填丝动作难以连贯、一致、协调,易造成电弧过长、夹钨、填丝不到位、焊丝端头与钨极相碰等。

(2) 焊接电弧的横向摆动和移动不够灵活, 易造成根部未焊透、内凹、未熔合、咬边和成形不良等;若焊速过慢, 还易产生气孔等缺陷。
(3) 通过镜面观察熔池,弧光反射非常强烈,难以看清钨棒,送丝时易引起焊丝与钨棒相碰,使钨棒尖端变形,影响电弧稳定性,并易产生夹钨等缺陷。
(4) 通过镜子看到的焊缝是平面图像,镜中焊缝立体感不强,且弧光与熔池的镜像互相叠加,电弧光过于强烈,要清晰分辨出熔池较难,因此,焊缝厚度和直线度的控制将直接影响焊缝成形质量。
4. 镜面焊接操作要点
1、对口
对口前首先检查焊接坡口及两侧的打磨清理情况,达到规范要求的每侧各为10-15mm,然后使用专用对口夹具进行对口,对口时应达到下列要求:
(1)、钝边尺寸控制在0.5-1.0mm,便于焊工控制焊接温度,降低焊工打底的难度,确保获得熔合良好的根部焊缝。
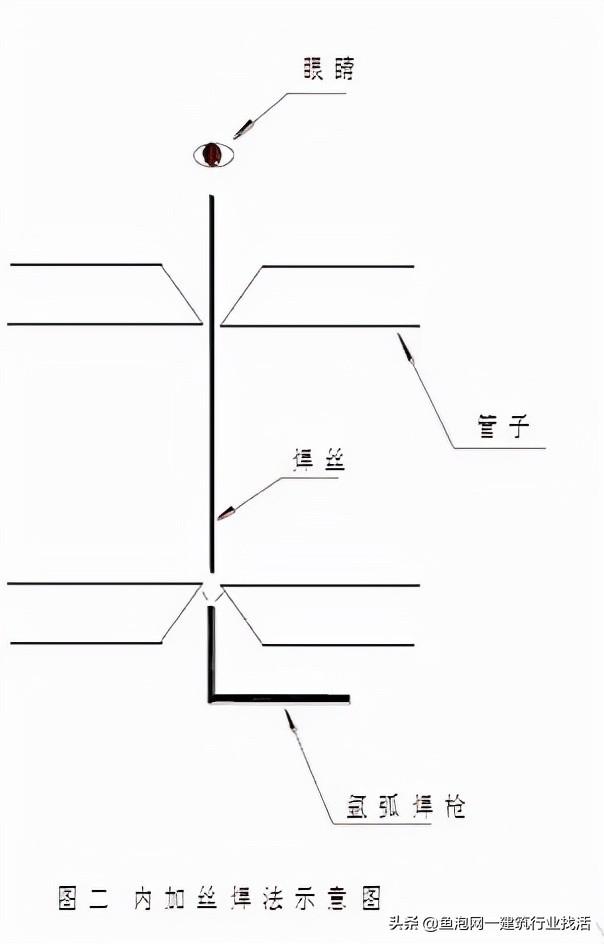
(2)、观察对口间隙,应控制在2.8-3.2之间。其原因如下:其一由于氩弧焊打底采用
内加焊丝法,见图二,焊丝的直径为φ2.4mm,因此间隙必须大于2.4mm,使得焊接过程中送丝能自如进行,并且又能方便焊接过程中通过焊缝间隙观察熔池。其二如间隙过大,给焊工操作和控制带来难度,易造成仰焊位置根部内凹,平焊位置焊瘤。
如果对口时产生喇叭口,如仰焊位置根部间隙大,为3.2mm,平焊位置根
部间隙小,为2.0mm,影响焊接过程中自如地送丝,必须进行坡口端面的修正,使之达到标准范围内;反之既可以自如地送丝,又通过焊接收缩来缩小平焊位置的间隙,当然这是在喇叭程度较轻的情况下,如喇叭程度较重,必须进行修正。
(3)、观察对口有否错口,错口值不得大于壁厚的百分之十。
(4)、观察管子对口偏折程度,不得大于1/200。
2、点焊
由于氩弧焊打底采用内加丝焊法,因此对口点焊的位置与普通焊口是不同的,正确的点焊位置是各偏离平焊位置四十五度的两侧,这样点焊的好处是在氩弧焊打底过程中,肉眼视线能够方便地透过平焊位置的对口间隙观察焊缝熔池。
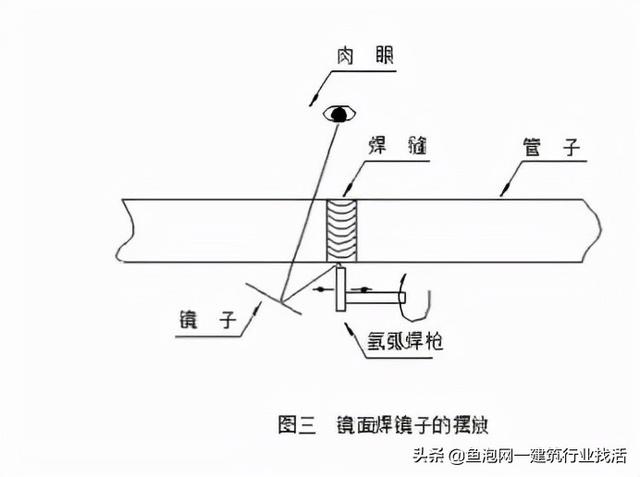
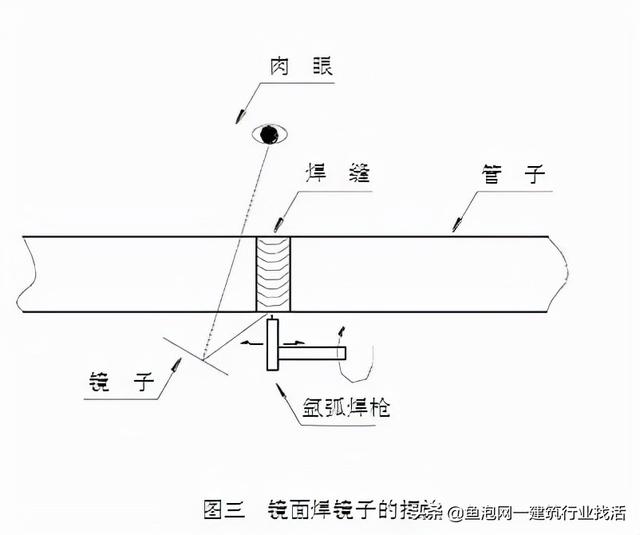
3、镜子的摆放
在开始镜面焊前,首先要摆放好镜子的位置,一般要达到两个要求,其一要便于肉眼通过镜子的反射观察焊缝的熔池状况,其二要不影响氩弧焊焊枪的位置摆放和焊接过程中焊枪的行走、摆动,具体如图三所示。
4、氩弧焊打底
焊口的焊接方法为全氩弧焊接(GTAW),焊丝选用德国BOHLER公司生产的FOX DMO IG,焊丝直径为φ2.4mm。
氩弧焊打底采用内加丝焊法,不需要镜面焊,关键是要控制氩弧焊枪的摆动的稳定性,确保焊缝根部良好的熔化。
由于是全位置焊口,氩弧焊接头的位置每只焊口都一样,均在仰焊、立焊、平焊位置,因此每接好一个焊缝接头,必须用肉眼在笔式手电筒的照明下检查接头状况,保证氩弧焊打底的质量。
当然根据焊口的位置特点,每只焊口的平焊或仰焊的接头是根部焊缝的封头,无法进行目视检查,只有经过无损探伤才能确认接头是否合格,因此对焊工也相应地提出了更高的要求。
氩弧焊打底焊缝根部检查完成后,外表也必须严格检查,检查的主要内容是焊缝与母材的熔化是否良好,如存在未熔合现象,必须将缺陷打磨掉,并圆滑过渡,否则易产生夹渣等缺陷;
焊缝的高低差、宽窄差也是检查的项目,如有也必须进行打磨,使得焊缝在周向比较平滑,轴向焊缝宽度保持一致,为镜面焊创造良好的条件,降低在镜面焊时的焊工操控难度。
另外,焊接过程中焊缝表面产生的氧化硅等氧化物在填充前必须清除,否则易产生夹渣。
5、焊缝填充
氩弧焊打底结束后,进行层间焊缝的填充,如图一由2-3-4的位置是镜面焊区域,首先选择好焊工的操作位置,然后固定镜子,并调节好镜面的角度,在正常焊接条件下无法观察的坡口用镜子看,便于焊接时通过镜面的反射观察熔池。
焊丝也必须结合具体的焊接位置和焊缝的弧度,适当拗曲变形,既便于拿焊丝的手选择相对开阔的位置,动作灵活,容易将焊丝送抵熔池,又可以防止焊丝干扰焊工的视线。
由于通过镜子观察熔池,弧光反射非常强烈,氩弧焊枪的钨棒看不清楚,引起送丝时焊丝与钨棒经常碰撞,造成钨棒尖头形状变形,影响电弧的稳定性,所以焊接过程中焊丝必须紧贴焊缝,连续送丝就可避免上述情况的发生。
另外如果焊丝为直线状,在焊接过程中还很容易发生焊丝往镜中的熔池送,影响正常的焊接。
在镜面焊时,通过镜子看到的焊缝是平面图象,镜中焊缝不具有立体感,且弧光与熔池的镜像互相叠加,电弧光过于强烈,要清晰分辨出熔池几乎不可能,因此焊缝的厚度控制较难,易发生偏厚或偏薄,偏厚会造成加焊丝困难,而且容易产生缺陷,层间温度也会偏高,如遇到高合金钢时,使焊缝金相组织发生变化,主要体现为晶粒粗大,塑性降低,焊缝冲击韧性降低。
另外由于镜面焊是通过镜子的反射来观察熔池,相对于正常焊接速度较慢,为便于控制层间温度,焊接电流必须适当降低,降低比例为正常焊接电流的10%。
在最后填充层的焊接时,在基本填平坡口的前提下,必须将焊缝两侧的坡口线留下,不得将其熔化掉,原因在于进行焊缝盖面时,此坡口基准线将作为至关重要的基准线,便于获得满意的焊缝直线度。
6、焊缝盖面
盖面前首先检查填充焊缝的表面成形,清理附着在焊缝表面的垃圾和氧化物,直至焊缝在周向和轴向达到平滑与均匀,为盖面创造最好的条件。
同一只焊口在填充和盖面过程中需要镜面焊的焊缝在长度上是不同的,这是因为不可见的焊缝的角度是一样的,随着填充厚度的增加,焊缝半径也在增加,而“弧长=角度/360*2πr”,因为盖面层的半径r最大,所以盖面焊缝的镜面焊长度最长,且焊缝又最宽,在焊枪的摆动和控制上难度最大,要求也最高。
焊接时,应以两侧坡口线为基准线,焊缝熔池向母材侧延伸0.5-1mm的距离,使焊缝的宽度比坡口宽度大1-2mm,并始终保持这一宽度;焊缝的加强高度应呈弧形,两侧低中间略微高一些,并在焊缝的周向上保持这一高度;还应以两侧坡口线为基准线,焊接时一直保持这一直线度;只要保证以上三点操作工艺,就能获得良好的焊缝外表成形。
另外,为了降低镜面焊接的难度,镜面焊焊口只能一只一只地顺序焊接,而不能象其它工程中一个焊工交替焊接二至三个焊口,达到控制层间温度的目的,又提高了焊接效率。
因此层间温度的控制在镜面焊中显得尤为突出,在实际焊接过程中,只能牺牲效率,层间温度过高时焊工必须中断焊接,待焊缝温度降至正常范围后,重新焊接,如此反复直至完成。
最后,想知道镜面焊是怎样练成的吗?
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 举报,一经查实,本站将立刻删除。
 微信扫一扫
微信扫一扫